Các yếu tố ảnh hưởng đến chất lượng ván ép
Chất lượng ván ép: Ba trụ cột
Trong thị trường ván ép toàn cầu cạnh tranh khốc liệt, việc đạt được sản lượng cao và ổn định không còn là vấn đề may rủi mà là vấn đề kiểm soát khoa học chính xác. Các chuyên gia trong ngành và dữ liệu sản xuất gần đây đều chỉ ra một sự thật quan trọng: tính toàn vẹn của sản phẩm cuối cùng—độ bền, độ ổn định kích thước và độ bền lâu—phụ thuộc vào ba trụ cột không thể thiếu: chất lượng ván lạng nguyên liệu, độ chính xác trong quá trình sản xuất…sấy ván mỏngvà sự thành thạo củaép nóng ván épchu kỳ. Đối với bất kỳ chu kỳ hiện đại nàodây chuyền sản xuất ván épViệc bỏ qua bất kỳ yếu tố nào trong số này sẽ dẫn trực tiếp đến tình trạng tách lớp, cong vênh và những đợt từ chối hàng tốn kém từ phía khách hàng.
Nền tảng: Độ bền của lớp phủ và độ chính xác trong quá trình sấy.
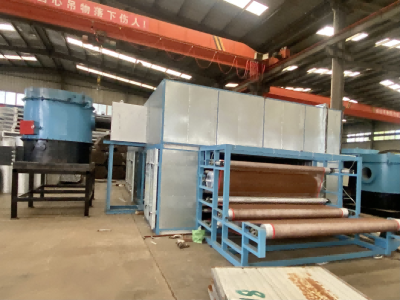
Hành trình tạo ra tấm ván chất lượng cao bắt đầu từ rất lâu trước khi dán keo. Chất lượng của lớp ván lạng thô, được quyết định bởi quy trình bóc tách (quay tròn), sẽ đặt ra giới hạn cho chất lượng tiềm năng. Độ dày đồng đều, dụng cụ cắt sắc bén và việc xử lý các khuyết tật tự nhiên như mắt gỗ và vết nứt là vô cùng quan trọng. Tuy nhiên, giai đoạn quan trọng nhất và thường bị bỏ qua trong quá trình này là…sấy ván mỏng.

“Ván lạng có độ ẩm không phù hợp khi đưa vào máy ép nhiệt là nguyên nhân chính gây ra hiện tượng thổi hơi và tạo ra các lỗ rỗng bên trong,” một quản lý sản xuất từ một nhà máy hàng đầu của Việt Nam giải thích. Tiêu chuẩn ngành về độ ẩm sau khi sấy khô được xác định rất nghiêm ngặt: ván lạng lõi nên có độ ẩm từ 8% đến 12%, ván lạng mặt hơi khô hơn ở mức 6-10%. Vi phạm phạm vi này sẽ dẫn đến hậu quả nghiêm trọng. Ván lạng quá khô sẽ trở nên giòn, hấp thụ quá nhiều keo và có thể dẫn đến các đường liên kết yếu. Ngược lại, ván lạng chưa đủ khô sẽ tạo ra áp suất hơi nước trong quá trình ép, có thể làm các lớp ván lạng tách rời nhau từ bên trong. Trong một quy trình liên tục…dây chuyền sản xuất ván épMáy sấy không chỉ là một thiết bị loại bỏ hơi ẩm; nó còn là tuyến phòng thủ đầu tiên chống lại những sự cố nghiêm trọng.
Vấn đề cốt lõi: Làm chủ kỹ thuật ép nóng
Nếu quá trình sấy khô tạo tiền đề, thì...ép nóng ván épĐây là công đoạn chính, nơi sản phẩm cuối cùng được hình thành. Đó là một quá trình biến đổi hóa học và vật lý không thể đảo ngược, trong đó nhiệt độ, áp suất và thời gian phải hoạt động đồng bộ hoàn hảo.
Nhiệt độ:Điều này phụ thuộc vào thành phần hóa học của keo. Đối với keo Melamine (MR) thông thường, nhiệt độ bàn ép tiêu chuẩn là 110-120°C, trong khi keo Phenolic (WBP) bền hơn cần nhiệt độ cao hơn, từ 130-145°C, để đạt được sự liên kết ngang hoàn toàn. Lớp keo chưa khô hoàn toàn sẽ không vượt qua được bài kiểm tra đun sôi, trong khi nhiệt độ quá cao có thể làm cháy gỗ và tăng lượng khí thải formaldehyde.
Áp lực:Áp lực đóng vai trò kép – đảm bảo sự tiếp xúc chặt chẽ giữa các lớp gỗ dán và đạt được độ dày tấm ván đồng đều. Áp lực không đủ sẽ dẫn đến hiện tượng tách lớp và tạo ra các điểm yếu, trong khi áp lực quá cao có thể làm vỡ các tế bào gỗ, đặc biệt là ở các loại gỗ có mật độ thấp, làm suy yếu độ bền lõi của tấm ván.
Thời gian:Chu kỳ ép thường được tính theo từng milimét độ dày của tấm ván. Việc đẩy nhanh quá trình này để tăng năng suất là một sai lầm phổ biến nhưng tốn kém, vì nó ngăn cản nhiệt truyền đến lõi, khiến đường keo ở giữa không được đóng rắn và tấm ván không còn chắc chắn về mặt cấu trúc.
Chất kết dính: Quản lý keo
Song song với các quy trình cơ học này là xương sống hóa học của tấm ván: chất kết dính. Chất lượng của keo, độ nhớt, độ pH và độ chính xác khi sử dụng (tỷ lệ trải keo) là những yếu tố quyết định. Trong các dây chuyền tự động hiện đại, máy trải keo phải tạo ra một lớp keo đồng đều—quá ít keo sẽ làm giảm độ bám dính, trong khi quá nhiều sẽ làm tăng chi phí và có thể gây ra hiện tượng "keo thấm" không đẹp mắt xuyên qua lớp veneer bề mặt. Hơn nữa, với các quy định toàn cầu ngày càng nghiêm ngặt như CARB Giai đoạn 2, công thức của chất kết dính ảnh hưởng trực tiếp đến lượng khí thải formaldehyde của tấm ván, khiến nó trở thành yếu tố quan trọng để tiếp cận thị trường, không chỉ đơn thuần là yếu tố hiệu suất kết cấu.

Kết luận: Một cách tiếp cận hệ thống
Không có một "thông số kỳ diệu" duy nhất nào cho ván ép hoàn hảo. Đó là sự kiểm soát đồng bộ trên toàn bộ quá trình sản xuất.dây chuyền sản xuất ván épĐiều đó phân biệt các nhà sản xuất hàng đầu với phần còn lại. Đầu tư vào công nghệ chính xác cao...sấy ván mỏngcông nghệ và điều khiển bằng máy tínhép nóng ván épHệ thống giám sát thời gian thực không còn là một thứ xa xỉ mà là một nhu cầu thiết yếu để tồn tại và phát triển trong một ngành công nghiệp mà dung sai chất lượng ngày càng khắt khe hơn. Đối với các nhà sản xuất, thông điệp rất rõ ràng: phải nắm vững ba khâu quan trọng: nguyên liệu thô, sấy khô và ép, nếu không sẽ có nguy cơ bị tụt hậu với một đống tấm panel bị lỗi.